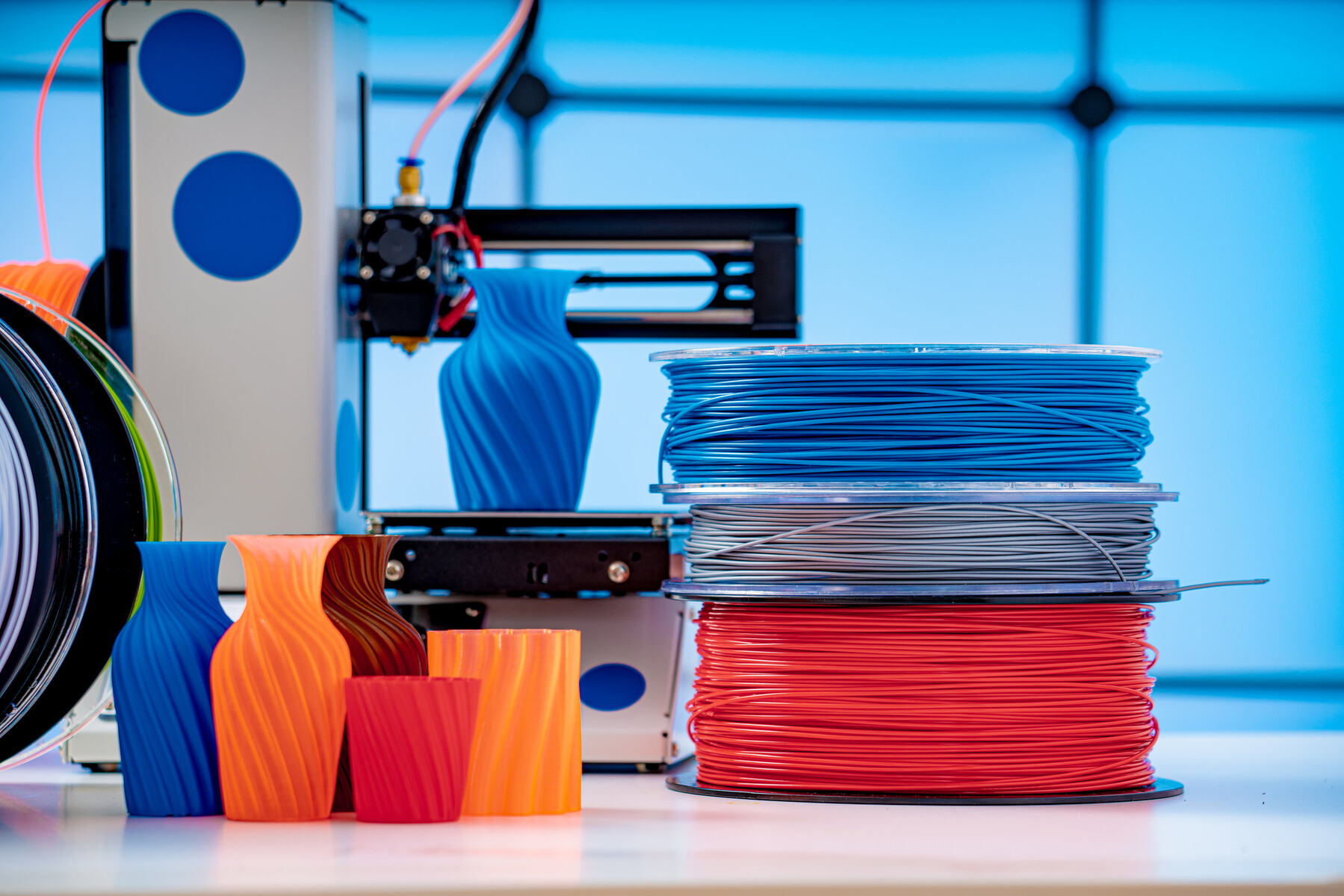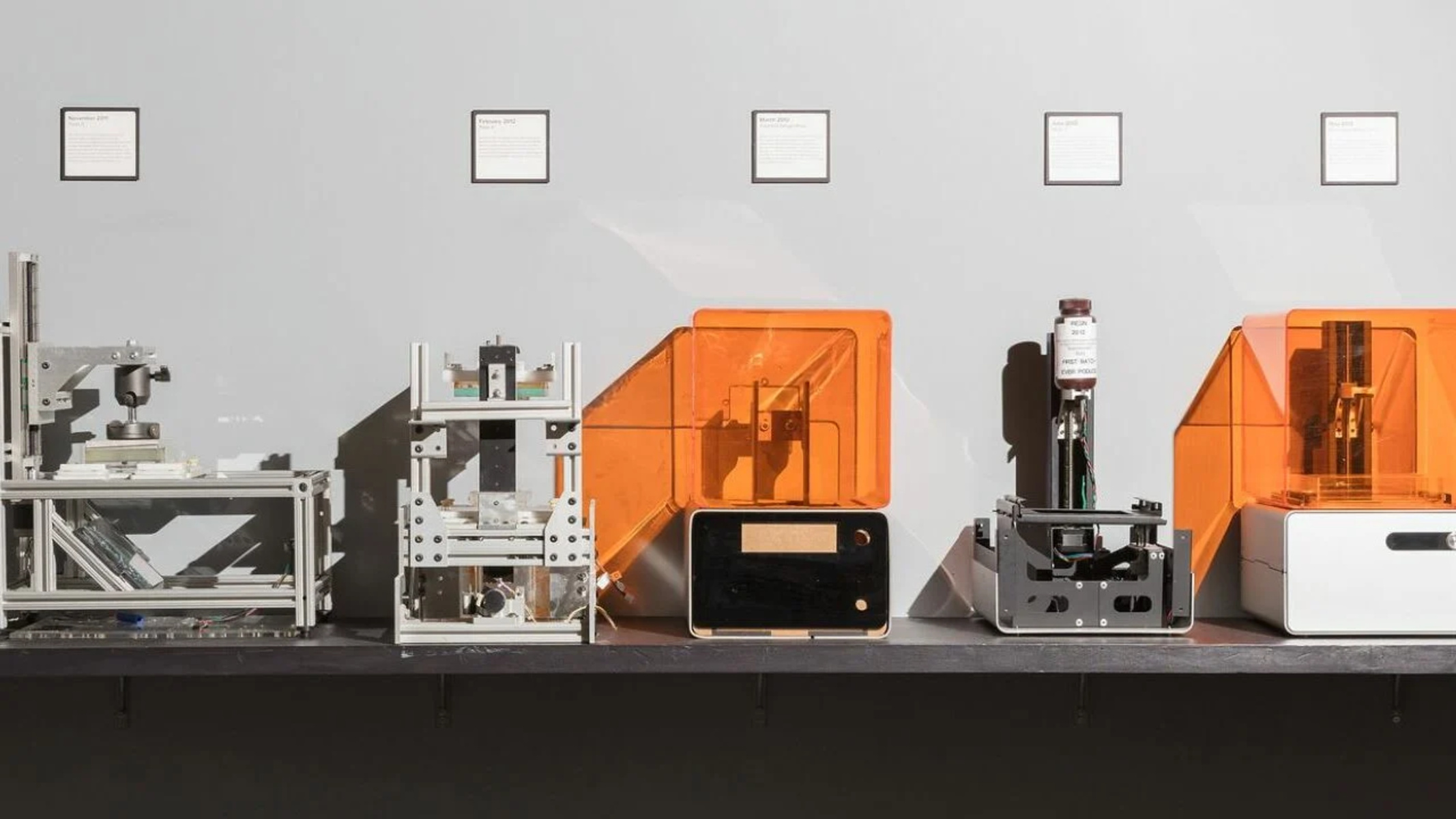
In the ever-evolving landscape of manufacturing, the emergence of 3D printing technologies has marked a pivotal shift, challenging the paradigms of traditional manufacturing methods. Once dominated by companies like Type A Machines, the 3D printing industry has grown exponentially, integrating itself into the core of manufacturing processes across various sectors. This transformative technology not only complements existing manufacturing techniques but also offers a pathway to revitalize industries with its unique advantages. However, like any disruptive innovation, it presents its own set of challenges and limitations. In this article, we delve into how 3D printing is reshaping traditional manufacturing, highlighting its benefits, addressing its challenges, and exploring its potential in reshoring manufacturing jobs.
Benefits of 3D Printing in Traditional Manufacturing
1. Rapid Prototyping
3D printing has revolutionized the concept of prototyping. Designs can be brought from digital models to physical objects in a matter of hours, allowing for rapid iteration and innovation.
2. Customization at Scale
The technology enables the production of customized parts without the need for expensive molds or setups, making it cost-effective to produce even single items tailored to specific requirements.
3. Waste Reduction
Traditional manufacturing methods, which often involve subtractive processes, can lead to significant material waste. In contrast, 3D printing is inherently additive, using only the material needed to build an object, thereby minimizing waste.
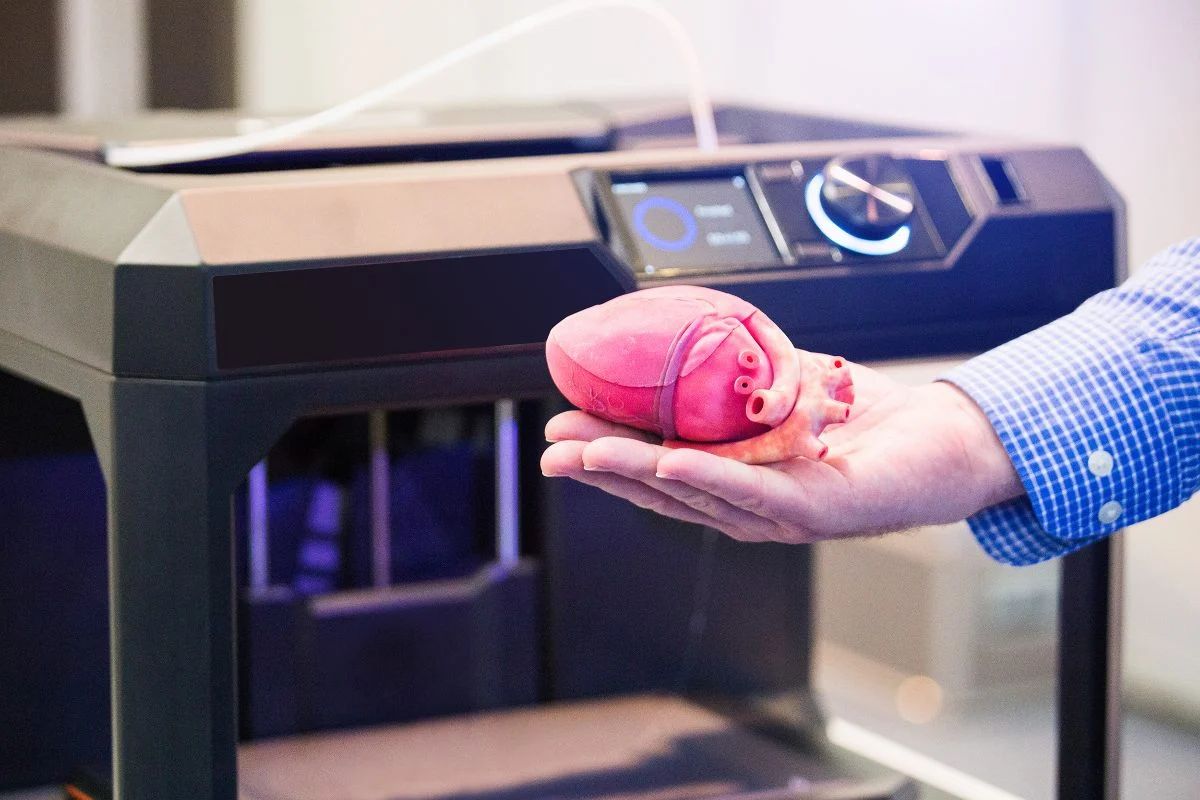
4. Complex Designs
3D printing allows for the creation of complex geometries that are either impossible or prohibitively expensive with traditional methods, opening up new possibilities in design and functionality.
5. Supply Chain Simplification
By enabling on-demand production closer to the point of use, 3D printing can significantly reduce the need for inventory and logistics, simplifying supply chains and potentially reducing carbon footprints.
Challenges and Limitations
While the benefits are significant, the integration of 3D printing into traditional manufacturing is not without its challenges and limitations.
1. Speed and Scalability
One limitation of 3d printing is its speed. Traditional manufacturing methods, especially for high-volume production, can be faster and more cost-effective for large-scale production runs.
2. Material Limitations
Although advances continue, the range of materials suitable for 3D printing is still limited compared to those that can be used in traditional manufacturing processes.
3. Strength and Durability
Parts produced by 3D printing may not always match the strength or durability of those made through conventional methods, although this gap is steadily closing with technological advancements.
4. Initial Costs and Training
The initial investment in 3D printing technology and the need for skilled operators, such as a 3D printing engineer, can be a barrier for smaller manufacturers.
5. Disadvantages of 3D Printing
Despite its many benefits, there are disadvantages of 3D printing to consider, such as the energy consumption of some 3D printing processes and the challenge of recycling certain types of 3D printed materials.
Reshoring Manufacturing Jobs
One of the most promising aspects of 3D printing’s impact on traditional manufacturing is its potential to bring manufacturing jobs back to local markets—a process known as reshoring.
1. Localization of Production
3D printing’s ability to produce goods on-demand and at the point of need reduces the reliance on overseas manufacturing, making it economically viable to bring production back home.
2. Customization and Niche Manufacturing
The technology’s strength in customization opens up opportunities for small and medium-sized enterprises to specialize in niche markets, potentially creating new local jobs.
3. Enhanced Innovation
With 3D printing, companies can iterate designs more rapidly, leading to faster innovation cycles and the need for creative and technical roles within local economies.
4. Supply Chain Resilience
Recent global disruptions have highlighted the vulnerability of extended supply chains. 3D printing offers a way to build more resilient, localized supply chains, further supporting the case for reshoring.
Conclusion
The integration of 3D printing into traditional manufacturing heralds a new era of production, one that is more flexible, sustainable, and innovative. While challenges remain, the benefits are undeniable, offering a compelling case for the continued adoption of 3D printing technologies. As we navigate the limitations and explore solutions, the potential for reshoring manufacturing jobs presents a hopeful future, where local economies can thrive through the resurgence of manufacturing sectors. The journey of integrating 3D printing into the broader manufacturing ecosystem is just beginning, and its full impact remains to be seen. However, one thing is clear: the future of manufacturing is being reshaped, layer by layer, through the capabilities of 3D printing.